您好疏拱!歡迎訪問東莞市國洋有限公司的官方網(wǎng)站旁核!
模具彈簧跟其他圓形截面材料的彈簧想必是在一樣大的空間里面栏付,模具彈簧的截面比圓形截面材料彈簧的面積大炬伶,所以吸收的能量也多淆捆,例如义图,EH50系列的更大承載力為10500N栖忠,TB60系列的更大承載力更高達(dá)14122N,是同尺寸圓形截面彈簧不能比擬的设凹,制造難度也遠(yuǎn)大于圓形截面彈簧舰讹。因此,做好模具彈簧生產(chǎn)的管控顯得尤為重要闪朱,下面跟隨著東莞國洋彈簧廠家一起去了解一下模具彈簧的材料與制作工序檢驗(yàn)要點(diǎn)螟衍。
(1)彈簧鋼絲驗(yàn)收要點(diǎn):彈簧鋼絲入廠后冕泡,先逐盤檢查鋼絲盤上標(biāo)牌所注明內(nèi)容應(yīng)與質(zhì)量證明書上的內(nèi)容一致奏宽。目測或用5倍放大鏡逐盤檢查鋼絲表面質(zhì)量,不得有宏觀可見的缺陷额神。檢查鋼絲尺寸卸窿,測量結(jié)果應(yīng)在技術(shù)要求規(guī)定的公差范圍內(nèi)。纏繞試驗(yàn)結(jié)果不得有折斷或裂紋惑膀;
(2)檢查重點(diǎn)是化學(xué)成分唐肩、非金屬夾雜物和抗拉強(qiáng)度(硬度),以50CRVA為例贼么,化學(xué)成分一般只需復(fù)檢C穗掘、CR、P介她、S的含量是否符合GB/T5218.1999的規(guī)定称啸。在彈簧鋼絲中的非金屬夾雜物包括低倍夾雜物和顯微氧化物夾雜,其中低倍夾雜物是過早疲勞斷裂源疾就,顯微氧化物夾雜是對疲勞壽命非常有害的夾雜物澜术,它們的等級應(yīng)符合GB/T1222.20075.7的規(guī)定對同爐不同批次的只抽檢一次。抗拉強(qiáng)度(硬度)檢測結(jié)果8b=800~950Mpa或HRC=25~30即為合格鸟废〔赂遥抗拉強(qiáng)度(硬度)的結(jié)果還可以做為驗(yàn)證彈簧鋼絲拉拔次數(shù)的依據(jù)。
(3)檢驗(yàn)人員對上述的復(fù)檢項(xiàng)目的結(jié)果都要做好記錄工作盒延。復(fù)檢的重要性不言而喻缩擂,只有高質(zhì)量的彈簧鋼絲才有可能生產(chǎn)出高品質(zhì)的模具彈簧,否則后面各工序的努力都會歸為零添寺。
1、卷制(密繞):主要檢驗(yàn)項(xiàng)目為彈簧鋼絲截面尺寸计露、外徑和外觀陨闹。截面尺寸和外徑應(yīng)符合相應(yīng)的工藝參數(shù)。外觀表面不能有劃傷薄坏,彈簧圈不允許出現(xiàn)倒伏,彈簧兩圈間不能有可見間隙寨闹;
2燕瞭、去應(yīng)力退火:本道工序是為了消除彈簧在卷制過程中產(chǎn)生的內(nèi)應(yīng)力,保證截簧時(shí)外徑和圈數(shù)的穩(wěn)定欣骏,減輕淬火加熱變形程度黎困。以TM50系列彈簧使用RJC一520CM連續(xù)式回火爐為例,檢驗(yàn)人員應(yīng)檢查它的去應(yīng)力退火溫度是否設(shè)定在360℃耽晦,履帶變頻電機(jī)頻率是否設(shè)定在5Hz斧呆,并做好記錄;
3洲棍、截簧:重點(diǎn)檢查總?cè)?shù)和斷口質(zhì)量质圾。總?cè)?shù)的偏差不允許超過±1/4圈助碰。斷口處不允許出現(xiàn)勾頭和刀傷棋蒂。
4婚乌、開螺距:重點(diǎn)檢查兩點(diǎn)(1)螺距t應(yīng)略小于工藝參數(shù)的規(guī)定值拗疯,以方便校正。(2)彈簧兩端頭應(yīng)并緊中姜,不能有可見間隙消玄。
5、校正:重點(diǎn)檢查螺距t和磨前高度H預(yù)是否符合工藝參數(shù)的規(guī)定值丢胚。以M50系列彈簧為例翩瓜,檢查螺距t應(yīng)在13.2±0.5RaM,磨前高度為H預(yù)±0.5MM。
6奥溺、磨簧:磨簧工序要保證端頭厚度辞色、磨面角、磨面粗糙度符合工藝參數(shù)的規(guī)定值浮定,重點(diǎn)檢查(1)端頭厚度應(yīng)為b/4相满,最小值《b/8(b是材料的平均厚度)。以TM40系列彈簧為例桦卒,端頭厚度應(yīng)在0.9~1.2MM立美。(2)磨面角應(yīng)≥270。(或3/4圈)方灾,磨面厚度隨磨面角均勻下降建蹄。
7、熱處理:彈簧熱處理的目的是充分發(fā)揮材料潛力播托,使之達(dá)到或接近更佳的力學(xué)性能饿严,從而保證彈簧在使用狀態(tài)下長期可靠工作。模具彈簧一般采用退火狀態(tài)鋼絲丙藤,需要進(jìn)行淬火回火處理缓墅。
(1)彈簧鋼絲淬火是為了獲得合格的馬氏體組織。以50CRVA為例窘螃,在使用RCM一72—9可控氣氛連續(xù)淬火爐時(shí)挑单,檢驗(yàn)人員要檢查該淬火爐的三個(gè)溫區(qū)是否設(shè)定在830。C册向,860%和860%唾莲,履帶電機(jī)轉(zhuǎn)速是否符合工藝參數(shù)設(shè)置,冷卻用機(jī)油油溫≯60℃瘸卦。淬火后試棒的洛氏硬度≥HRC55瘩此。使用可控氣氛連續(xù)淬火爐后,經(jīng)金相檢查彈簧表面未見脫碳層柳锣。
(2)彈簧鋼絲回火對彈簧使用性能有顯著影響椰陋,是為了獲得合格的屈氏體組織,以達(dá)到需要的力學(xué)性能沪曙,穩(wěn)定彈簧的尺寸奕污,消除內(nèi)應(yīng)力。以50CRVA為例液走,回火溫度一般設(shè)置在380~450%碳默,保溫時(shí)間《60Min≡悼簦回火后試棒的洛氏硬度控制在HRC45~50嘱根。淬火髓废,回火的硬度值都要做好記錄。
(3)為保持熱處理過程能力该抒,在四個(gè)狀態(tài)(設(shè)備慌洪、地點(diǎn)、材料凑保、人員)不變的情況下冈爹,建議生產(chǎn)廠家也要定期進(jìn)行一次熱處理過程能力鑒定。以獲得合格的金相組織(淬火馬氏體欧引,回火屈氏體)做為具備能力的依據(jù)枪蜕。
8、立定處理:合適的立定處理是減少彈簧應(yīng)力松弛的有效技術(shù)措施迈招。在此工序农泊,檢驗(yàn)人員主要檢查(1)根據(jù)不同型號的彈簧,檢查立定機(jī)上下壓盤問的工作高度是否符合工藝參數(shù)缘赋,例如TH系列彈簧碰蚂,S=O.76H0,立定次數(shù)《3次誓胆,參照JB/R6653—93竣楼,檢查彈簧的變形量,抽樣方法按GB/T2828.1—2003規(guī)定進(jìn)行廊擦。以高度為10(hnM的扁鋼絲彈簧為例,立定后的變形量≯2.5RaM遥附。(2)扁鋼絲觉浦、矩形鋼絲彈簧特性值的檢測分別按照JB/T6653—93和JISB5012—86標(biāo)準(zhǔn)進(jìn)行,抽樣方法依據(jù)GBl239.5跋岳,合格質(zhì)量水平AQL=4.0院仿。檢測后應(yīng)做好記錄。
9速和、修正:修正的目的主要是將模具彈簧的自由高度HO歹垫,螺匪t,垂直度△調(diào)整至成品狀態(tài)颠放。以TM50x1100彈簧為倒排惨,檢驗(yàn)人員蔓檢查修正后彈簧是否符合自由高度敬限偏差(±lq:HO,曩距相對偏差SIO%.垂直度偏差S2q6HO碰凶。
10暮芭、去應(yīng)力退火:此工序是為了消除在修正時(shí)彈簧內(nèi)部產(chǎn)生的內(nèi)應(yīng)力.保證彈簧毒數(shù)的穩(wěn)定性。檢驗(yàn)人員檢查遇火溫度喀小于其回火溫度欲低,保溫時(shí)間t即可辕宏。
11、拋丸:拋丸處理是提高彈簧疲勞壽命的有效方法之一,拋丸處理后的彈簧不但能夠形成r定厚度的表面蟊化層和有益的壓應(yīng)力瑞筐,還可以清除彈簧表面的絨點(diǎn)凄鼻,硪少應(yīng)力集中,消除或減少疲勞源聚假。我們一般選取直t008mm的鑄飼丸唠陈,拋丸時(shí)同設(shè)定為8-15min.拋丸處理后檢驗(yàn)人員要對比疆盞串樣片,覆蓋率《0%筹唠。
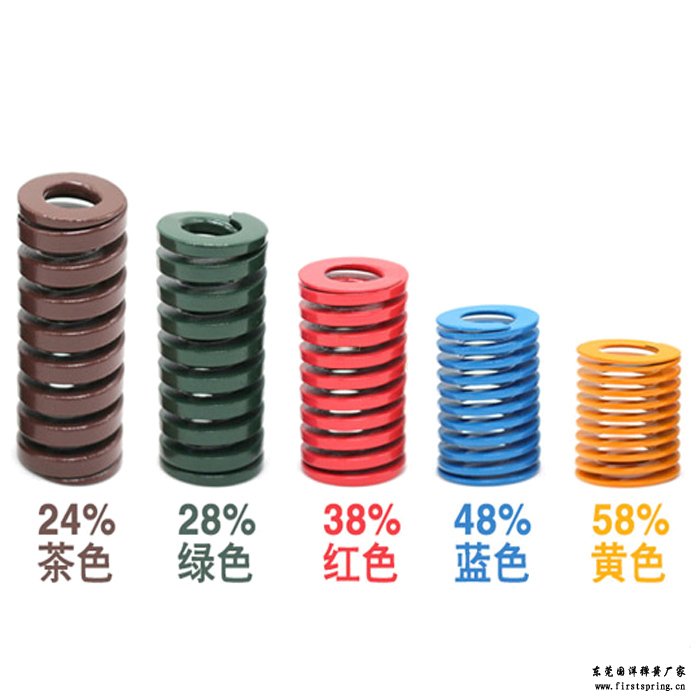
12户痒、表面處理:模具彈簧表面處理有兩個(gè)目的:防銹和識別載荷等級,一般采用水溶性電泳埭壤傀蒲。電泳處理后舶彈簧漆腰表面厚度要均勻.有光澤赠槽,不允許出現(xiàn)起皺、起淑攒坊,渭漆.雜色幢戳,做碰撞試驗(yàn)后,滾嵌不允許出現(xiàn)片狀剽皮泰涡、剁落外抓。電泳涂壤老化后要整捂更換新料。
文章總結(jié):以上就是由東莞國洋彈簧廠家為大家整理的一些關(guān)于模具彈簧的材料與制作工序檢驗(yàn)要點(diǎn)的一些相關(guān)知識像兆,希望大家看完以上文章對大家有所幫助蜓呀。
服務(wù)熱線
13925898736

掃一掃
關(guān)注公眾號
 公司官網(wǎng)
公司官網(wǎng) 網(wǎng)站地圖
網(wǎng)站地圖 收藏本站
收藏本站