您好均抽!歡迎訪問東莞市國洋有限公司的官方網(wǎng)站顾彰!
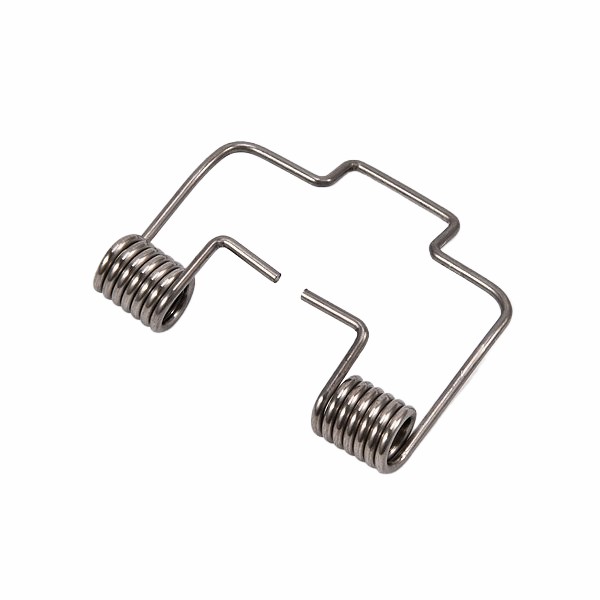
(1)對于扭簧的強壓處理鱼冀,扭簧還應(yīng)按彈簧技術(shù)條件的規(guī)定進(jìn)行工藝試驗和精度铣瞒、沖擊部念、疲勞等試驗穴翩,檢查彈簧是否符合技術(shù)要求邀窃。需要特別指出的是荸哟,扭轉(zhuǎn)彈簧的耐久強度和沖擊強度在很大程度上取決于彈簧絲的表面狀況,因此彈簧絲表面必須光潔瞬捕、無裂紋鞍历、傷痕等缺陷。
(2)扭轉(zhuǎn)彈簧表面脫碳嚴(yán)重影響材料的耐久性和抗沖擊性能。因此劣砍,脫碳層深度等表面缺陷應(yīng)在驗收彈簧技術(shù)條件中規(guī)定惧蛹。重要彈簧還應(yīng)進(jìn)行表面保護處理(如鍍鋅);普通彈簧一般應(yīng)涂有油或油漆就肪。
(3)對于扭轉(zhuǎn)彈簧的強壓處理弥败,有必要對重要的強壓處理進(jìn)行強壓處理。為了在彈簧鋼絲截面的危險區(qū)域產(chǎn)生塑性變形和殘余應(yīng)力赊设,在極限載荷下可進(jìn)行6~48h的強壓力處理渣先。由于殘余應(yīng)力與工作應(yīng)力符號相反,經(jīng)強壓力處理后的彈簧最大工作應(yīng)力較小薄好,經(jīng)一次強壓力處理后短连,彈簧靜載承載力可提高25%。如果噴丸處理唁底,可以提高20%根术。但是,這種強化工藝不適用于長期振動他幢、高溫和耐腐蝕介質(zhì)中使用的彈簧和一般用途的彈簧涮侥。
服務(wù)熱線
13925898736

掃一掃
關(guān)注公眾號
 公司官網(wǎng)
公司官網(wǎng) 網(wǎng)站地圖
網(wǎng)站地圖 收藏本站
收藏本站